Our Jigs & Fixture Design service is engineered to optimise your manufacturing processes and elevate your production efficiency. With a team of experienced designers equipped with cutting-edge software, we craft jigs and fixtures that cater to your precise needs. From part shape and size to material and production volume, every detail is meticulously considered to ensure the highest quality output.
The foundation of our service lies in the art of design. Our skilled designers create jigs and fixtures that are not only structurally sound but also provide the utmost precision in holding and positioning your workpieces. Rigorous quality assurance checks ensure that the design meets the highest standards and guarantees the production of superior parts.
At Stamod Technologies, customization is paramount. We offer a range of options to tailor the design according to your specific product requirements. Whether it’s accommodating changes in your product design or optimising the production process, we deliver solutions that fit seamlessly.
Experience the power of visualisation through our 3D modelling capabilities. Witness your jigs and fixtures come to life before manufacturing, allowing you to make informed decisions and achieve optimal results.
Elevate your manufacturing capabilities with our Jigs & Fixture Design service, where precision, flexibility, and efficiency converge to enhance your productivity.
Customized Jigs & Fixture Designs for Your Success
Optimise your production floor with our Jigs & Fixture Design service, ensuring maximum efficiency and accuracy. Skilled designers use cutting-edge software tools to craft tailored solutions that precisely align with your product requirements.
Meticulous planning and attention to detail drive our service, considering factors like part shape, material properties, and production scale to unlock your manufacturing processes’ full potential.
Customization is key, offering jigs and fixtures that align with specific product needs or adapt to process changes, empowering your operations.
Visualise designs through 3D modelling, enabling data-driven decision-making and fine-tuning before manufacturing.
Embrace efficiency, accuracy, and cost-effectiveness. Elevate your production floor, eliminate waste, and revolutionise your manufacturing with tools designed for success.
Revolutionise your manufacturing operations and drive success with Stamod Technologies’ Jigs & Fixture Design service. Our comprehensive analysis leads to customised solutions, optimising productivity with structural integrity and flexibility. Experience efficiency like never before with 3D modelling, visualising the future.
Collaborate with our team of engineers and designers equipped with industry-leading software tools like CATIA V5, Pro-E, Solidworks, UG NX, and more. Precision engineering powers our solutions, unlocking your manufacturing process’s full potential for unparalleled results. Elevate your capabilities and achieve excellence in manufacturing.
Jigs and Fixtures Design – Major Significance in the Machining Process
The Jigs and fixtures design, as well as the clamping support and locating technique of your machine setup, must work in tandem to create flawless products or prototypes.
Jigs and fixtures have an undeniable role in the overall art of metalworking. Today, this process is primarily handled with advanced technology like CNC machines. The machine then works over the Jig in precise patterns to create the metalwork outcome that you are expecting.
However, without accurate identification of the process parts, against the fixture, the total result of your machining process might be subjected to errors. Even the slightest locational deviations can increase the dimensional tolerance of the final finished product. In addition, if the part is not secured correctly in the fixture, it can further add to the deformations in the surface finishes and the patterns created by the automated jigs on the product.
What are Jigs and Fixtures designs?
In the manufacturing process, Jigs and fixtures are primarily used as a work-holding solution and tool guiding device. They find most applications in the parts assembly and machining process. However, to get the maximum advantage out of your jigs and fixtures, you need a fundamental knowledge of their design and basic construction. In fact, Jigs and fixtures design is one of the key identifiers of these tools. Jigs and fixtures are either classified according to the machine or their construct. For example, a drill jig is classified according to its use in the drill machine. However, if the jig has a flat plate design, it can also be classified as a plate jig. A fixture might be referred to as a mill fixture if it is used primarily in a mill machine. However, based on its angle-plate design the same fixture might also be referred to as an angle-late fixture.
Jigs and Fixtures- Advantages
An efficient manufacturing process needs to be fast without compromising on quality. Jigs and fixtures are meant to advance this level of efficiency.
Incorporating both Jigs and fixtures in your machining can have the following advantages for a manufacturing process:
Increased level of production
Reduced Manufacturing and production costs
Decreased non-productive manufacturing hours
Improved consistency of product quality
Improvement in safety standards for the assembly line
Dedicated manufacturing automation process
Increased accuracy and parts interchangeability
Jigs Vs. Fixtures – The major differences between them
Even though Jigs and fixtures are often confused with each other, they have some distinctive differences. We have already covered this in full detail on our blog on Jigs Vs Fixtures.
Primarily, for the same manufacturing process, Jigs work as controlling and guiding devices while it is the job of the fixtures to keep the manufacturing part located and supported in the same place for consistency of the process.
Since Jigs have to move about for the cutting process, they are usually lighter compared to fixtures. The fixtures on the other hand need to be sturdy to withstand the forces and vibrations related to the cutting and pattern-making process.
Further fixtures are almost always clamped to the machine while the Jigs can be either fixed to the machine, worktable or it can be handheld device. It all depends on the required functionality of the machine.
Jigs and Fixtures – Major Types
Jigs and fixtures are classified according to the nuances of their design. The following material will help you understand the various aspects of Jigs and fixture design in a more critical overview.
Tool Bodies
The machine tool body is the primary area that is used for mounting the various guiding devices, fixtures, and other accessories that will eventually help in the machining process. For both Jigs and fixtures, the design of the tool depends on the functionality and production volume that you expect from the tool. A good design will also focus on the economy of the parts and movements used to complete the same function.
Based on the overall factors, the design of tool bodies of jigs and fixtures can be segregated into three main categories.
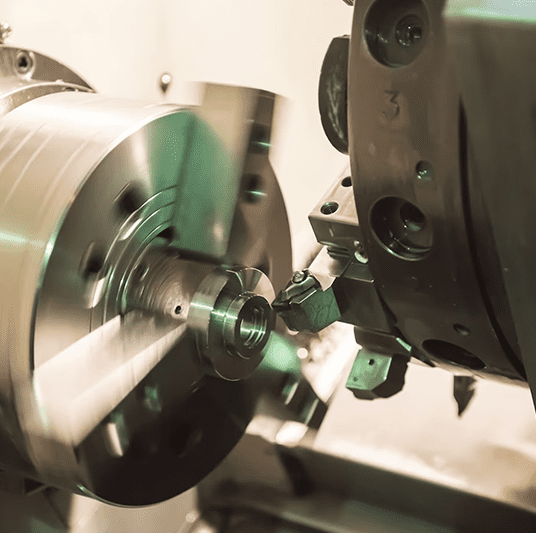
Cast
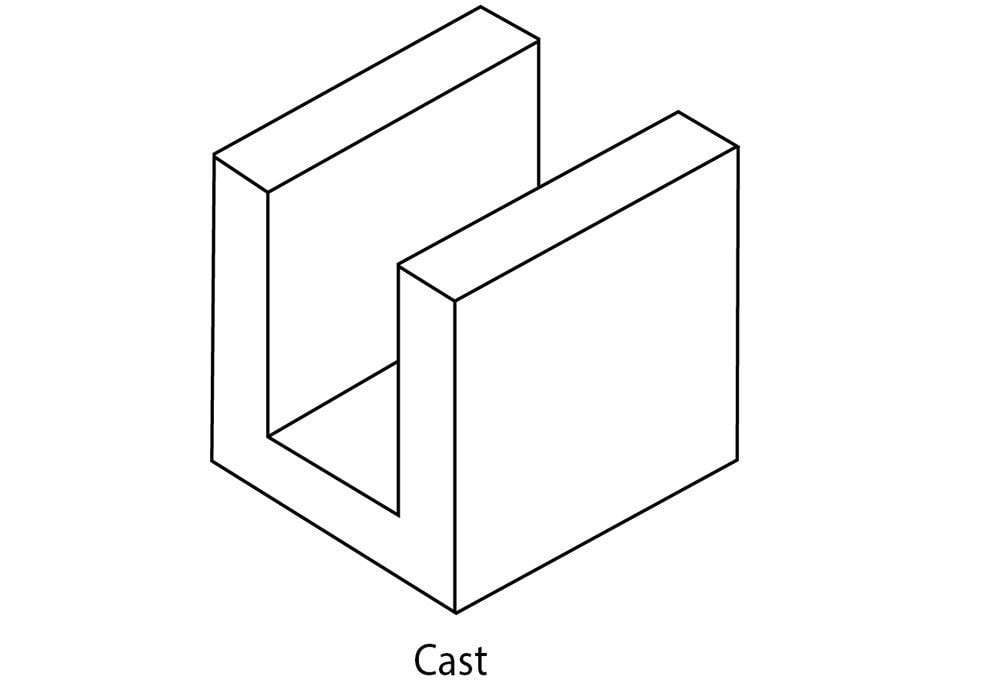
Welded
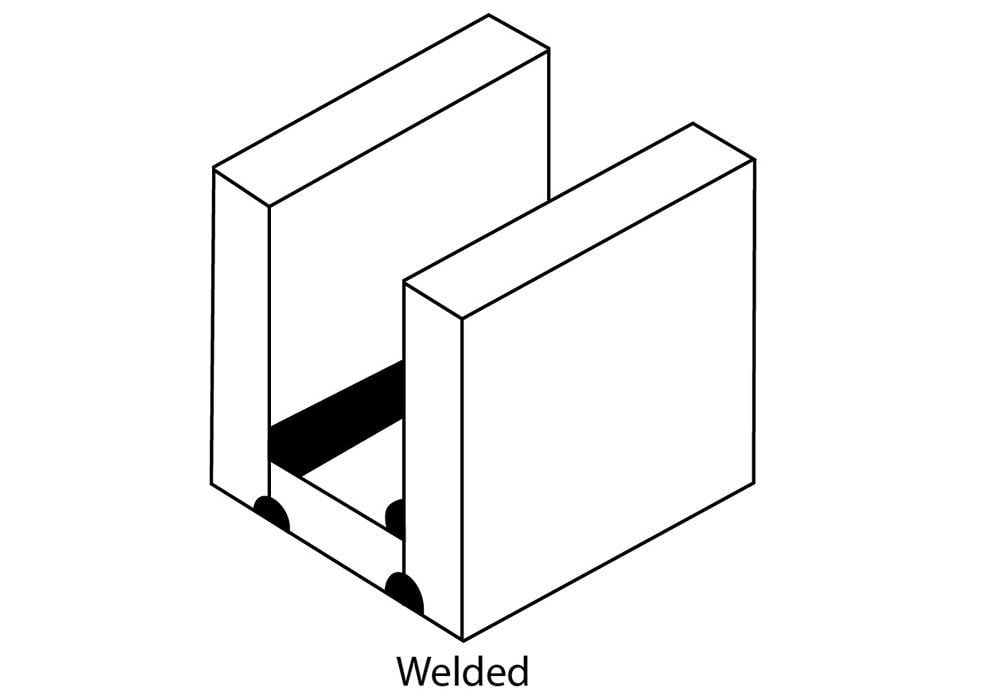
Built-Up
Each of these types of tool bodies has its own functionality. They have their own weaknesses and strengths and they are a better fit for some particular work situations.
Cast Tool Bodies
The major quality of the cast tool bodies depends on the core materials in their production. They use casting materials such as cast aluminum, cast iron, or cast magnesium to prepare these tools. These materials are not suitable to prepare the entire tool body but rather some specialized part of the tool as a whole.
Pros
Cast tool bodies have elaborate shapes which help in their overall machining operations.
The cast material used for these tool bodies especially works to reduce the vibrational effect of the machine during the machining process.
Most commonly, cast tool bodies find use in permanent work holder pieces which require fewer changes during the use of the machines.
Cons
Usually, the fabrication cost for cast material tool bodies is quite high.
The process from designing to finishing a cast tool body needs a substantial lead time.
Modification for part changes for such tool bodies can be quite difficult.
Welded Tool Bodies
These tool bodies use a variety of different materials. Usually, the top choices are aluminum or steel. They also come mostly as part of permanent work holder pieces and are rarely tolerate massive changes during their shelf life.
Pros
Construction of welded tools is relatively inexpensive.
Modification to these tool bodies is also much less complicated than it is for cast tool bodies.
They are extremely durable.
Of all the tool bodies, welded tool bodies require the least amount of lead time.
They have an extremely favorable ratio of strength-to-weight which increases the durability and overall strength of the tool itself.
Cons
The most compelling problem with welded tool bodies is the issue of heat distortion with the continuous and rigorous use of the tool. The problem are manageable up to a point if manufacturers are cautious about stress-relieving the welded tool bodies before their use in the machining process.
However, this solution can further add to the lead time and preparation cost of the tool bodies.
Further, or welded tool bodies a mix of dissimilar materials can compromise the quality of the tool bodies. Mixing parts of dissimilar materials might require more support than welding sometimes. For instance, steel blocks and aluminum tool bodies are much more secure when joining with threaded fasteners instead of trying to simply weld them together.
Built-up tool bodies
These are the most common type of tool bodies you can find in the market today. These tool bodies are extremely easy to put together and they have minimum time requirements between the actual design leading up to the final design.
Pros
It is easy to complete modifications on build-up tool bodies. This makes it possible to introduce new changes to the primary design of these tool bodies depending on the need of the functionality.
Build-up tools are quite comparable to welded tool bodies in terms of durability and the ratio for strength-to-weight.
However, for comparatively complicated designs, the construction of build-up tool bodies is less expensive as compared to welded tool bodies.
Cons
Build -Up tools require additional elements for the full construction. These elements require assembly with the help of dowel or screws and require consistent maintenance over long-term use.
Preformed Materials for tool bodies
Using preformed materials can reduce the overall cost of processing and assembling tool bodies regardless of the type. The category of preformed materials would normally include tooling plates, tooling blocks, angle brackets, and risers. Apart from this you also need structural materials such as channels and beams and functional materials such as drill rods, or ground flat stock.
Preformed material brings down the work holder assembling cost due to the steep reduction in labor costs.
Let’s check out some of the most vital preformed material sections in a little more detail.
Precision Tooling Plates
These are the most significant base elements you need to start assembling your fixture pieces, they are available in multiple variations.
Rectangular tooling plates
Undoubtedly, these are the most popular types of tooling plates available. Their shape and form is most suitable for multiple work holder design variation. The plates are available in 12″x16″ up to 24″x32″ size ranges. The most popular material necessary for the plates is cast Iron mostly in the ASTM Class 40 Gray variation.
Angle Tooling Plates
These are vertical plates to help mount a large machine part on the centerline of the pallet most accurately. They are custom-fit variants for the 400mm, 500 mm, 630 mm, and 800 mm square machining center pallets. Usually, ASTM Class 45 cast iron is the material of choice for angle pallets.
Platform tooling plates
This tool plate is particularly essential for any mounting surface that has to remain elevated above the machine tool table. The raised surface allows easy workpiece access, particularly where the machining centers have a horizontal placement. Also, the height extension gives clearance for the machine-axis limitation errors. These plates are available in three size variations 500mm, 630mm, and 800 mm pallets.
Pallet tooling plates
These tools are the most ideal options for palletized arrangements within the machining body. They are available in two variations.
Rectangular Pallet Tooling Plates
These are specifically suitable for rectangular machining-center pallets of the sizes 320x400mm, 400x500mm, 500x630mm, and 630x800mm.
Square Pallet Tooling Plates
This is ideal for palletized arrangements with a square tooling base. The plates are available in a range of 5 sizes. They can easily fit the standard machining- pallets of 320mm, 400mm, 500mm, 630 mm, and 800 mm square.
Jigs and Fixtures – Construction
Construction of both Jigs and fixtures are quite specific to the individual functionality and requirements of the workpieces. The result is a wide range of jigs and fixtures designs that find fucntionality in multiple phases of the machining process.
Jig Construction
Here is a list of the most popular types of Jigs based purely on their construction method. Also, you will get a detailed overview of the most appropriate applications that suit each of these Jigs.
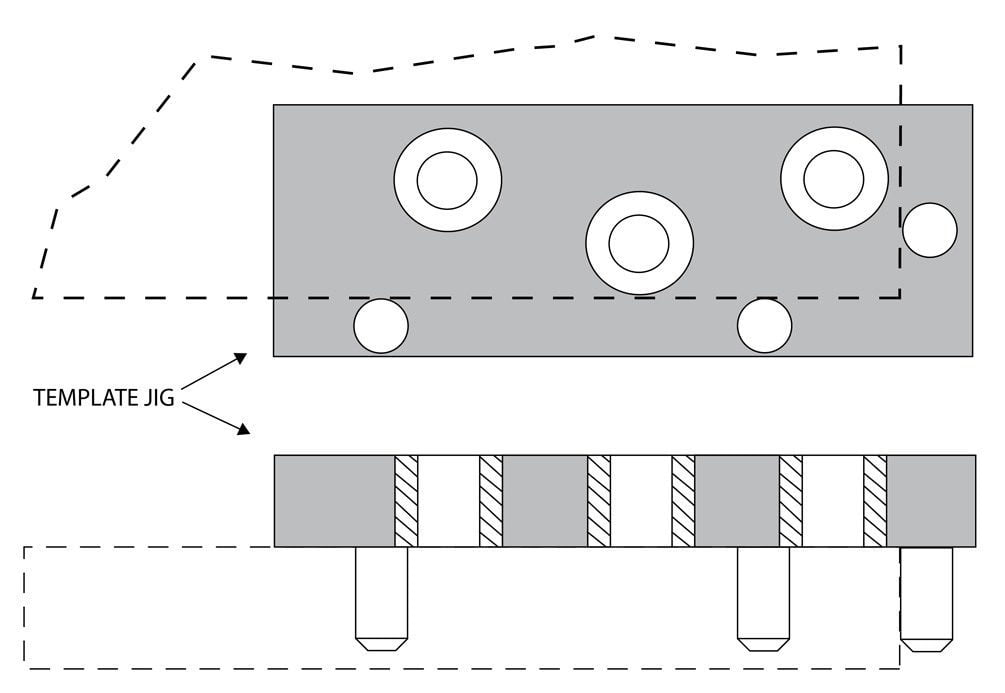
Template Jigs
These are the most basic types of jigs and the most inexpensive of the lot. Their overall design contributes more towards accuracy compared to the speed of functionality. Usually, these jigs are eligible for light machining load. They do not come with self-contained clamps and in case of requirement, adding a secondary clamp to the construct is necessary to hold the jig securely in place.
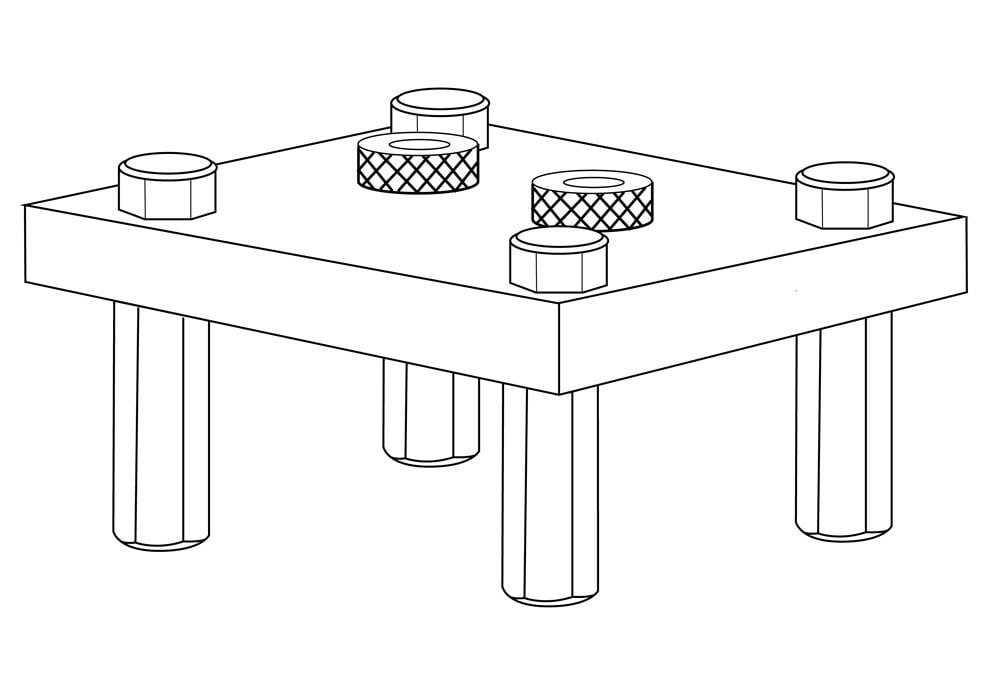
Table Jigs
These are additional variations on the basic template jigs. They are appropriate for specific designs where the machine surface also works as a locator for the jig workpiece. In this case, the design transfers the location across the jig plate underside down to the machine table legs.
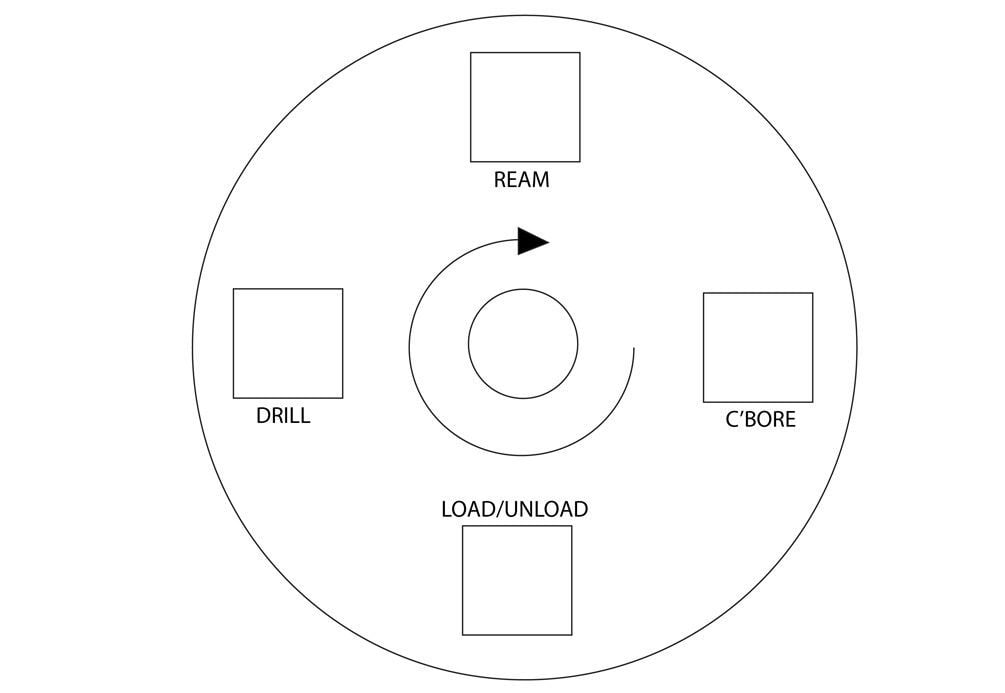
Multi-Station Jigs
These jigs have specific designs for projects where you need repetitive and simultaneous functionality on multiple identical parts. The entire operation depends on how the multiple-station jigs mount in different designs particularly compared to the many machining stations.
Fixture Construction
Fixtures can also be in various categories or multiple types depending purely on their construction and their individual functionality. Here is a look at some of the primary types of fixtures.
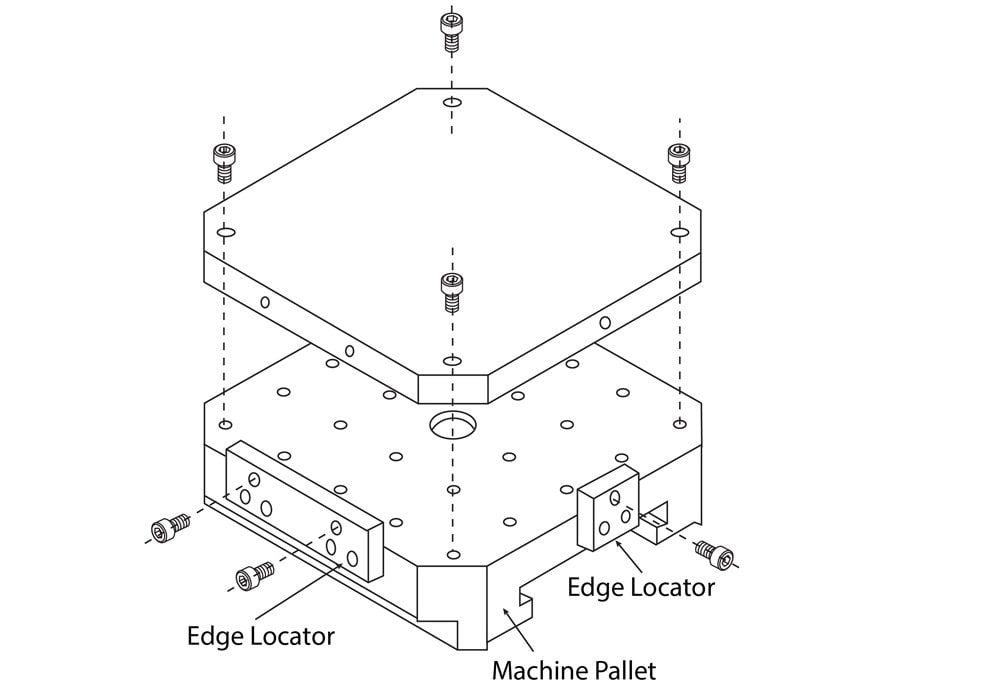
Plate fixtures
This is the most basic form of fixture out there. The design rests fundamentally on a flat tooling plate or cast flat section. All other elements including the locators and clamps directly mount to the plate surface.
Welding Fixtures
These are fixtures specifically used for welding operations. They mainly differ from traditional fixture designs in two main factors – locational tolerances and clamping styles. The design might also be a combination of different fixture sections welded together. However, for this, you have to be extremely careful about setting the parts in the correct order of orientation when you start the welding construction of the fixture design.
Inspection Fixtures
Inspection fixtures are a specific segment in themselves and majorly differ from other machining fixtures. The focus of the inspection fixtures will differ according to the platform of inspection. Whether it is to be inspected with a Coordinate Measuring Machine or manual gages will determine the orientation of the fixture construction.
Main elements that define the usefulness of jigs and fixtures in machining
We have already established the invaluable function that jig and fixtures play in the course of workshop engineering. You can read about the individual features of Jigs and fixtures and how they differ from each other from this existing pot on our blog.
Meanwhile, efficient jigs and fixtures design is essential to sustain a low manufacturing budget and increase production efficiency. They help do this by increasing the repeatability and interchangeability of the functions, which automatically helps increase the rate of assembly of the products. As a result, mass production becomes more manageable with these factors.
The jigs and fixtures elements also ensure complete uniformity, or each of the prototypes churned out within the same production process. In this regard, not only are jigs and fixtures taking over the tasks for unskilled machine operators, but they increase the skilled efficiency by a large margin ensuring a high-quality product.
A jig and fixture setup are exceptionally well balanced for prototypes requiring marking the parts or setting various holes at specific places for assembly at later stages.
Basics of Jigs and fixture design
Following some basic principles for jigs and fixtures design can help improve the efficiency of your machining process immensely.
Focus on perfecting the part location and fixture clamping method to reduce the idle time between the machining and part resetting to the minimum possible margin. In addition, the tool designer should aim to arrange the jigs and fixtures combination so that loading and unloading do not need to stop the machining for subsequent batches of parts entirely.
Make sure that the locating surface on the machine is minimal. The three-point location strategy works best for un-machined setting surfaces.
Sharp corners should be a bare minimum in the locating surface. The chamfer on the locating pin will allow for convenient loading and unloading of the parts on the fixture.
A single datum or operation machine can reduce the number o errors registered while setting a new part in the fixtures.
A rough surface should also contain adjustable locators.
Location pins should taper in design for easy accessibility by the operator.
Positioning a spring helps avoid lifting the clamp manually during fitting.
Make sure the location design does not leave any scope for incorrect positioning of the component during every new loading stage.
Machining burrs designs should factor enough clearance space for easy cleaning and avoiding the collection of swarf on the location surfaces.
Using retractable location pins might go a long way in making the fixture operator safety-friendly and devoid of manipulative difficulties during the component loading process.
Selection of material
The selection of materials for jigs and fixtures depends primarily on their resistance to wear and tear. Usually, tempered and hardened metals are in demand for creating these precision tools.
Phosphor bronze– This is the material of choice for jigs and fixtures design, mainly where the operation requires interchangeable nuts for clamping systems. Replaceable bronze nuts help the tools to limit wear and tear and reduce the cost of manufacturing the entire tool from scratch.
Die steels– High Chromium. High Carbon and Cold working die steels retain their toughness and hardness even at very high temperatures. This feature gets a significant advantage when these metals are in alloy form, particularly with molybdenum and vanadium.
Carbon Steels– Carbon steels tempered with oil can have reduced wear and tear for jigs and fixture manufacturing
Mild Steels– Mild steel contains about 0.29% carbon. The highlight of this material is its very easy availability and maximum affordability.
To sum up
Innovation in the manufacturing industry depends entirely on the optimization of the existing resources and building on the individual capabilities of the company. There is always an increase in demand for efficiency within the industry which necessitates the need for continued improvement in performance. With consistent focus on the types of jigs and fixture design and adapting the right design with the relevant functional requirement can help improve manufacturing performance. Regardless of the complexity of the jigs and fixture designs, if you pay attention to every small detail and eradicate machine errors during the construction phase, you can assure quality consistency. It will also contribute towards improved production speed and overall expenses.